


Ze Global delivered a groundbreaking Mobile Core Rack Safety Improvement project to address manual handling challenges and enhance safety in core sample storage and transportation. The redesigned mobile rack system is tailored to improve ergonomics, increase capacity, and integrate advanced safety features.
Key Features:
- Redesigned Mobile Rack System:
- Ergonomically designed to reduce manual handling risks.
- Enhanced mobility for seamless transportation of core boxes.
- Capacity Optimization:
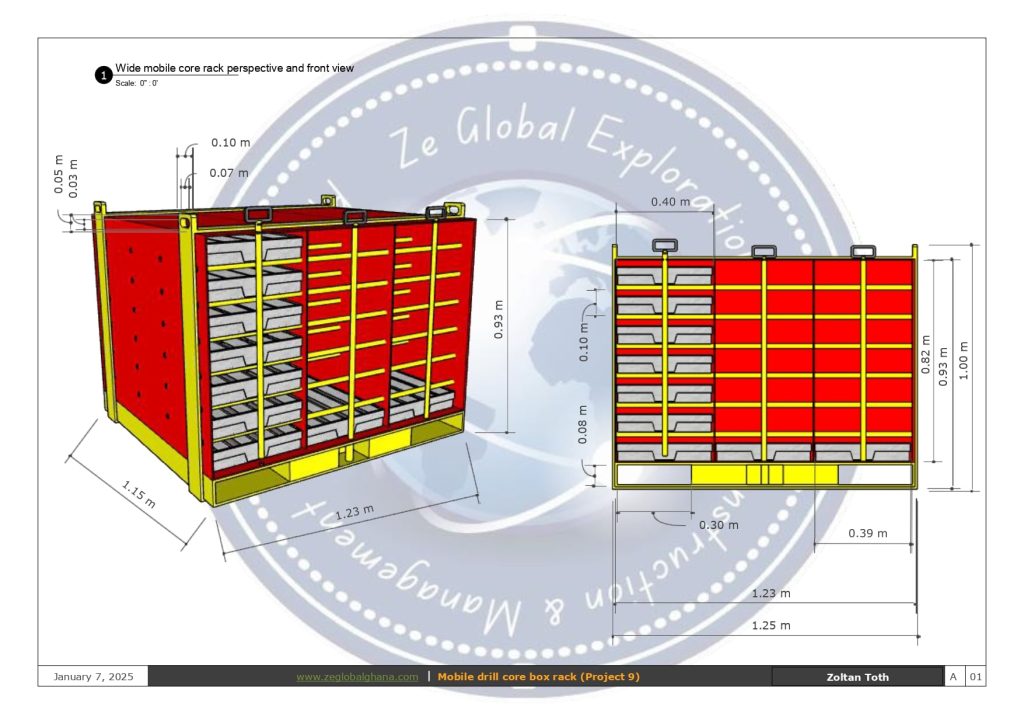
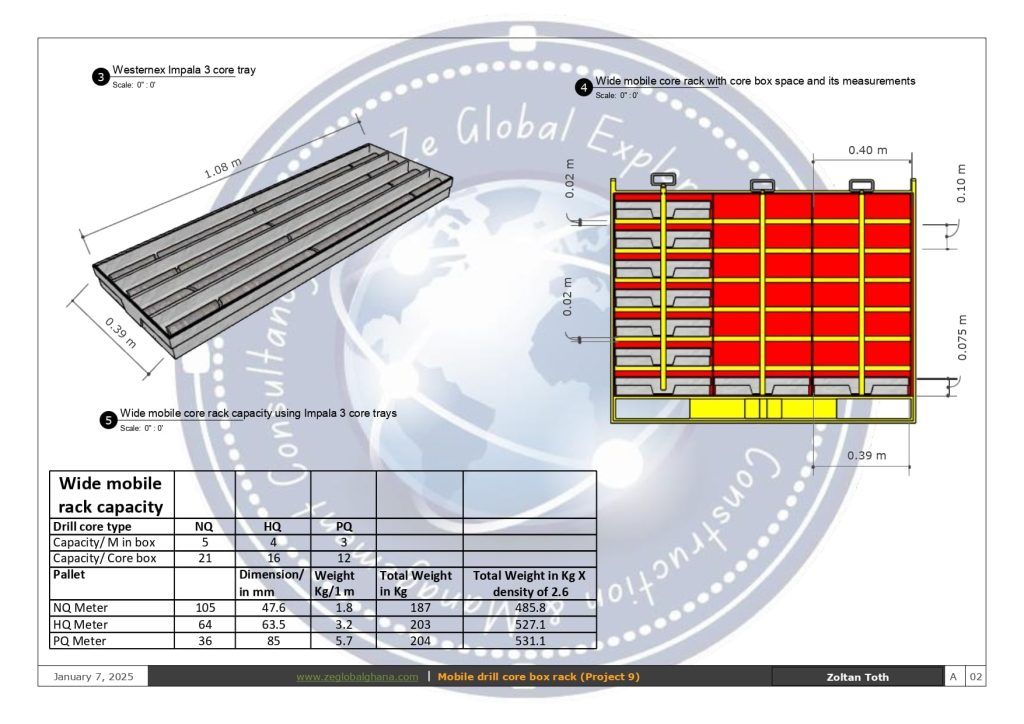
- Wide rack dimensions: 1.25 m x 1.23 m x 0.30 m, capable of holding NQ, HQ, and PQ drill core types.
- Core capacity per mobile rack: NQ: 105 meters, HQ: 64 meters, PQ: 36 meters.
- Weight Calculation and Stability:
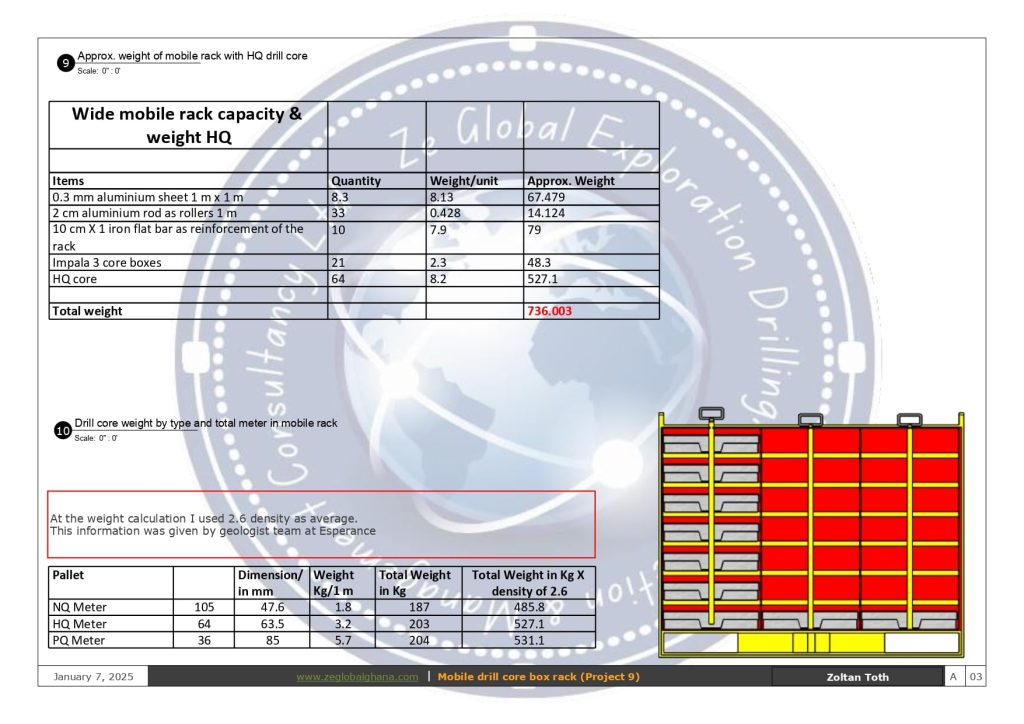
- Built with durable materials such as aluminum sheets, iron flat bars, and Impala 3 core trays for stability and safety.
- HQ core load weight: 527.1 kg.
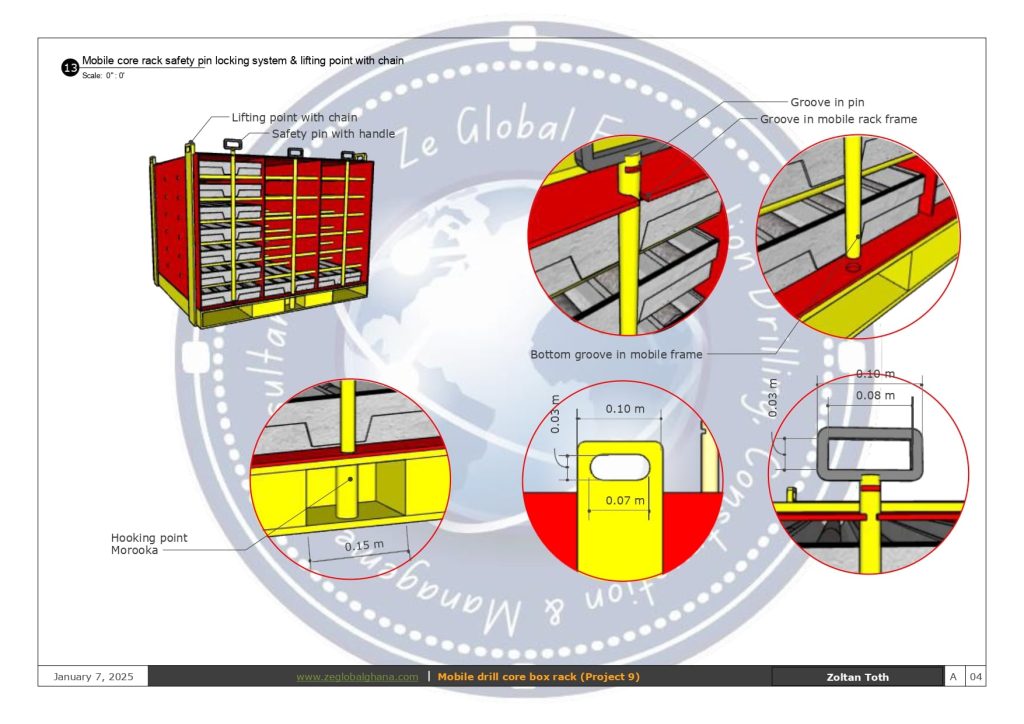
- Advanced Safety Features:
- Integrated locking system with safety pins and lifting points.
- Chain attachment system for secure handling during movement.
Visual Media Section:
- Video: Embed an animation video demonstrating the mobile core rack’s design, safety features, and usability.
- Technical Images: Include diagrams showcasing the dimensions, core tray layouts, and safety systems (as seen on pages 2–5 of the document).

Project Impact:
- 40% reduction in manual handling risks due to ergonomic design.
- Improved safety and stability during core transportation.
- Increased operational efficiency with optimized rack capacity and mobility.